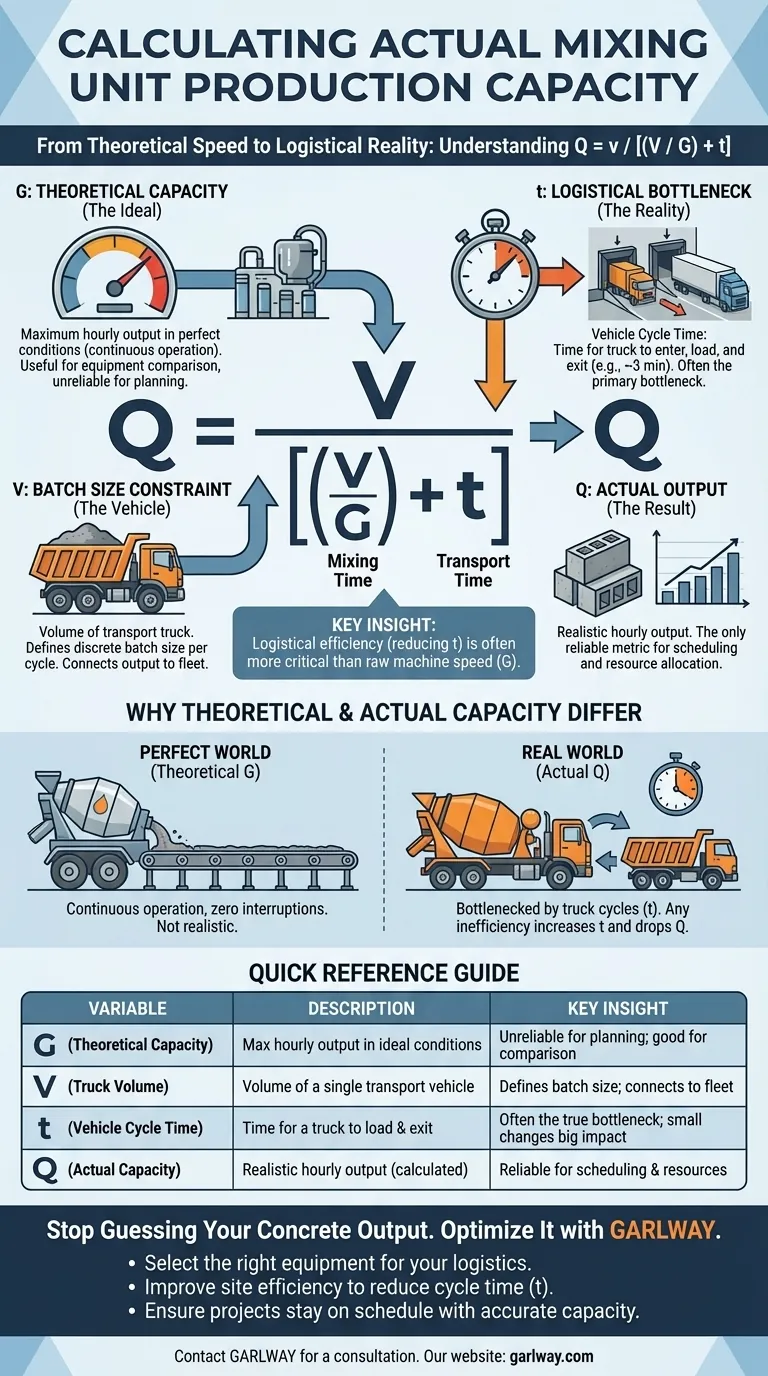
La capacité de production réelle d'une centrale de malaxage est calculée à l'aide d'une formule qui tempère le maximum théorique de la machine avec les réalités pratiques de la logistique. Le calcul de base est Q = V / [(V / G) + t], où Q est la capacité réelle, V est le volume du camion malaxeur, G est la capacité théorique et t est le temps de cycle du véhicule.
Le rendement réel d'une centrale de malaxage n'est pas déterminé par sa vitesse théorique, mais par le principal goulot d'étranglement du processus : le temps nécessaire pour faire circuler les véhicules de transport. Cette formule déplace l'attention des spécifications de la machine vers l'efficacité logistique.

Démontage de la formule de capacité
Pour prévoir avec précision la production, vous devez comprendre ce que représente chaque variable de la formule et pourquoi elle est importante. Il ne s'agit pas seulement d'un exercice mathématique ; c'est un modèle de votre réalité opérationnelle.
G - Le maximum théorique (L'idéal)
La capacité théorique (G) est le "prix affiché" de votre centrale de malaxage. C'est le volume maximum que la machine pourrait produire en une heure si elle fonctionnait en continu sans aucune interruption.
Ce chiffre est utile pour comparer les équipements, mais c'est une métrique peu fiable pour la planification quotidienne car il existe dans un vide parfait, exempt des retards du monde réel.
V - La contrainte de taille de lot (Le véhicule)
Le volume de votre camion de transport (V) définit la taille de lot discrète pour chaque cycle de production. Votre centrale ne peut pas produire en continu ; elle doit produire par lots égaux à la capacité du véhicule qui est chargé.
Cette variable relie directement la production de la centrale à la flotte qui la dessert. Un volume de camion plus important signifie moins de cycles nécessaires pour déplacer la même quantité de matériau.
t - Le goulot d'étranglement logistique (La réalité)
C'est la variable la plus critique pour comprendre la capacité réelle. t représente le temps nécessaire à un véhicule de transport pour entrer dans la station, se mettre en position, être chargé, puis en sortir.
Ce "temps de cycle du véhicule" est un temps non productif pour le malaxeur. Pendant qu'un camion manœuvre, la centrale est inactive. Une valeur typique pour t est d'environ 3 minutes, mais cela peut varier considérablement en fonction de la disposition du site et de l'efficacité du conducteur.
Q - Le rendement réel (Le résultat)
La capacité de production réelle (Q) est le rendement final et réaliste que vous pouvez attendre. La formule calcule cela en déterminant le temps total pour un cycle complet (temps de malaxage V/G + temps de transport t) et en calculant ensuite combien de cycles de ce type peuvent se produire en une heure.
Pourquoi la capacité théorique et la capacité réelle diffèrent
L'écart entre la capacité déclarée par le fabricant et votre production quotidienne n'est pas dû à une machine défectueuse. C'est le résultat naturel de l'ensemble du processus opérationnel.
La machine contre le processus
Votre malaxeur peut être capable de produire du matériau à un rythme très élevé (G), mais ce n'est qu'un composant d'un processus plus vaste. La vitesse globale du processus est toujours dictée par sa partie la plus lente.
Identifier le véritable goulot d'étranglement
La formule Q = V / [(V / G) + t] prouve mathématiquement que le temps de cycle du véhicule (t) est souvent le véritable goulot d'étranglement. Même si votre malaxeur est incroyablement rapide, sa production est limitée par la rapidité avec laquelle vous pouvez faire sortir un camion et faire entrer le suivant.
L'impact de l'inefficacité
Toute inefficacité dans votre cour, telle qu'une mauvaise circulation, un fonctionnement lent des portes ou des instructions peu claires pour les conducteurs, augmente directement t. Une légère augmentation de ce temps de cycle peut entraîner une baisse significative de votre capacité quotidienne réelle (Q).
Comprendre les compromis
L'utilisation de cette formule apporte de la clarté, mais il est essentiel de reconnaître ses limites et les risques d'ignorer ses perspectives.
La limite de la formule
Ce calcul fournit une base solide mais suppose un état stable. Il ne tient pas compte d'autres perturbations du monde réel telles que les pénuries de matériaux, la maintenance imprévue ou les arrêts de contrôle qualité. Il modélise le goulot d'étranglement logistique, pas toutes les défaillances opérationnelles potentielles.
Le risque de planifier avec 'G'
Baser les délais de projet, l'allocation des ressources ou les estimations de coûts sur la capacité théorique (G) est une erreur courante et coûteuse. Cela conduit inévitablement à des délais manqués et à des dépassements de budget car cela ignore le frottement logistique inévitable représenté par t.
Optimiser la mauvaise variable
Sans cette compréhension, les gestionnaires peuvent investir massivement dans la mise à niveau d'un malaxeur pour augmenter G, pour ne constater aucune amélioration de la production réelle. Si le temps de cycle du véhicule t reste le goulot d'étranglement, tout gain de vitesse de malaxage est perdu pendant que la centrale attend le prochain camion.
Comment appliquer cela à votre opération
Utilisez ce calcul non seulement comme une formule, mais comme un outil de diagnostic pour guider vos décisions.
- Si votre objectif principal est une planification de projet précise : Utilisez le
Qcalculé pour définir des objectifs de production quotidiens réalistes, planifier les livraisons de matériaux et gérer les attentes des clients. - Si votre objectif principal est d'améliorer l'efficacité de la centrale : Concentrez-vous sur les initiatives qui réduisent
t. Cela pourrait impliquer d'optimiser les schémas de circulation du site, de former les conducteurs ou de mettre en œuvre de meilleurs systèmes de signalisation pour le positionnement des véhicules. - Si votre objectif principal est d'évaluer de nouveaux équipements : Faites les calculs pour voir comment un nouveau malaxeur avec un
Gplus élevé se traduira réellement enQcompte tenu de vos contraintes logistiques existantes (Vett).
En déplaçant votre attention de la vitesse théorique à la réalité logistique, vous pouvez prévoir et optimiser avec précision votre véritable capacité de production.
Tableau récapitulatif :
| Variable | Description | Point clé |
|---|---|---|
| G (Capacité théorique) | Production horaire maximale dans des conditions idéales. | Utile pour la comparaison des équipements, mais peu fiable pour la planification. |
| V (Volume du camion) | Le volume d'un seul véhicule de transport. | Définit la taille du lot pour chaque cycle de production. |
| t (Temps de cycle du véhicule) | Temps pour qu'un camion charge et sorte (par exemple, ~3 min). | Souvent le véritable goulot d'étranglement ; de légères augmentations entraînent de fortes baisses de production. |
| Q (Capacité réelle) | Production horaire réaliste (Q = V / [(V / G) + t]). | La seule métrique fiable pour la planification et l'allocation des ressources. |
Arrêtez de deviner votre production de béton. Optimisez-la avec GARLWAY.
Les retards de projet et les dépassements de budget dus à une planification de capacité inexacte nuisent-ils à votre entreprise ? Vous avez besoin d'un partenaire qui comprend que la véritable puissance de production vient de la synergie entre des machines fiables et une logistique efficace.
GARLWAY se spécialise dans la fourniture aux entreprises de construction et aux entrepreneurs de malaxeurs à béton et de centrales de dosage durables et performantes, conçus pour les sites du monde réel. Nous ne vendons pas seulement de l'équipement ; nous fournissons des solutions qui vous aident à maximiser votre production réelle (Q).
Laissez-nous vous aider à :
- Sélectionner le bon malaxeur ou la bonne centrale de dosage en fonction de vos contraintes logistiques spécifiques.
- Améliorer l'efficacité de votre site pour réduire le temps de cycle des véhicules (
t) et augmenter la production quotidienne. - Garantir que vos projets restent dans les délais et dans le budget grâce à une prévision précise de la capacité.
Contactez GARLWAY dès aujourd'hui pour une consultation et découvrez comment nos machines peuvent devenir le pilier fiable de votre opération efficace.
Guide Visuel
Produits associés
- Machine de malaxage de béton hydraulique Équipement de mélange de ciment pour béton mélangé
- Machine de malaxage de béton portable
- Machine de centrale à béton pour produits de construction et malaxeur à béton
- Équipement de malaxeur à béton prêt à l'emploi portable
- Machine à béton électrique commerciale HZS 50 Petite centrale à béton à vendre
Les gens demandent aussi
- À quoi servent les bétonnières hydrauliques ? Alimenter les grands projets de construction
- Pourquoi est-il important de lire et de comprendre le manuel d'utilisation d'une bétonnière ? Assurer la sécurité, la qualité et l'efficacité
- Quels sont les principaux types de bétonnières mentionnés ? Trouvez la bétonnière parfaite pour votre projet
- Quels sont les quatre facteurs à considérer lors de la sélection d'une bétonnière ? Optimisez votre projet de construction
- Quelle est la durée de vie d'une bétonnière ? Maximisez la durée de vie et le retour sur investissement de votre bétonnière



















